
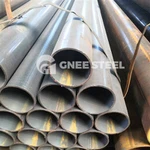


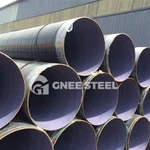




S275 Soðið JCOE LSAW kolefnisstálrör
Ytra þvermál: 325-1220mm
Veggþykkt: 7-50mm
Lengd: Tilviljunarkennd eða föst 3-12 metrar
Gæðastaðall: S275
Kynning á S275 JCOE Formed LSAW soðið kolefnisstálrör
Helstu kostir S275 JCOE LSAW kolefnisstálpípunnar liggja í fullkominni samsetningu efna, ferla og frammistöðu:
1. Framúrskarandi skipulagsheildleiki - Með því að nota JCOE framsækna kaldmyndunartækni ásamt vélrænni þvermálsstækkun útilokar á áhrifaríkan hátt leifarstreitu, sem tryggir mjög mikla kringlótt og víddarnákvæmni pípunnar;
2. Framúrskarandi hörku við lágt-hitastig – S275J0/J2 efni tryggir góða höggþol í umhverfi á bilinu 0 gráður til -20 gráður, hentugur fyrir verkefni á mjög köldum svæðum;
3. Áreiðanleg suðugæði - Bogasuðutækni í kafi myndar djúpar gegnumsuðu, með styrkleika- og seigluvísum sem ná yfir 95% af grunnefnisstigi;
4. Sterk þrýstingsþol – Fullkomið ferlikerfi gerir leiðslunni kleift að standast háþrýstingsflutningsskilyrði, sem gerir hana sérstaklega hentug fyrir mikilvæga innviði eins og olíu- og gasstofnlínur;
5. Frábær aðlögunarhæfni að ferli – Hægt er að framleiða stórar-forskriftarpípur með þvermál yfir 1620 mm og veggþykkt yfir 40 mm til að mæta þörfum ýmissa stórra verkefna.

S275 JCOE mótandi framleiðsluferli:
Framleiðsluferlið S275 JCOE myndunar er háþróuð tækni til að framleiða stór-þvermál, þykk-vegguð beint saumuð kafbogasoðin rör (LSAW). Ferli þess má skipta í eftirfarandi lykilþrep:
1. Hráefnisundirbúningur: Eftir úthljóðsprófun eru S275 stálplötur malaðar í samræmi við hönnunarkröfur til að mynda plötu með nákvæmri breidd og sléttri skábraut.
2. For-beygjabrúnmeðferð: For-beygjuvél er notuð til að beygja brúnir stálplötunnar á báðar hliðar, mynda bogaform sem er í samræmi við endanlega sveigju pípunnar, sem kemur í veg fyrir að beinar brúnir eða hrukkur myndist við síðari mótunarferli.
3. J-C-O myndun:
- J-myndandi: Stór pressa er notuð til að þrýsta ítrekað niður á miðju for-beygðu stálplötunnar, sem veldur því að hliðarnar tvær sveigjast náttúrulega upp á við og mynda einstakt "J"-laga þversnið-.
- C-myndun: Þrýstingi er haldið áfram að beygja enn frekar "J"-laga þversniðið- í lokaðri "C" lögun.
- O-Mótun: Lokunarmót er notað til að þrýsta nákvæmlega "C"-laga stálplötu inn í sívala "O"-laga pípueyðu.
4. Innri og ytri suðu: Við beina sauminn sem myndast við lokun pípueyðisins er kafboga suðu fyrst notuð til innri veggsuðu, fylgt eftir með því að snúa pípuhlutanum fyrir ytri veggsuðu, sem tryggir fulla skarpskyggni og samræmda gæði suðunnar.
5. Vélræn stækkun: Stykkið stækkunarhaus er notað til að stækka soðið pípuhlutann í geislamynd. Þetta kjarnaskref getur:
- Fjarlægðu afgangsstreitu sem myndast við mótun og suðu
- Leiðréttu nákvæmlega hringleika og réttleika stálpípunnar
- Athugaðu sveigjanleika og heildarsamkvæmni suðunnar
6. Frágangur og skoðun: Eftir afhjúpun, vatnsstöðuprófun, ó-eyðandi prófun og víddarskoðun er loksins búið til fullbúið stálpípa sem uppfyllir staðlaðar kröfur.
Þetta ferli, með hinni fullkomnu samsetningu af skrefum-fyrir-skref mótun og vélrænni stækkun, tryggir víddarnákvæmni og vélræna eiginleika S275 stálröra í háum-forritum eins og orkuleiðslum og stórum mannvirkjum.
Um okkur
GNEE STEEL er alþjóðlegt viðskiptafyrirtæki sem sérhæfir sig í há-soðnum stálrörum. Kjarnavara þess er staðlað beina saum í kafbogasoðnum rörum, sem veitir faglegar tæknilegar lausnir og sérsniðnar rör fyrir alþjóðleg orku- og vindorkuverkefni.





maq per Qat: s275 soðið jcoe lsaw kolefnisstálpípa, Kína s275 soðið jcoe lsaw kolefnisstálpípa framleiðendur, birgja
Þér gæti einnig líkað






Hringdu í okkur